规格齐全
加工定制是
材质Q235
传动装置齿轮箱
操作系统触摸屏
切断方式液压切断
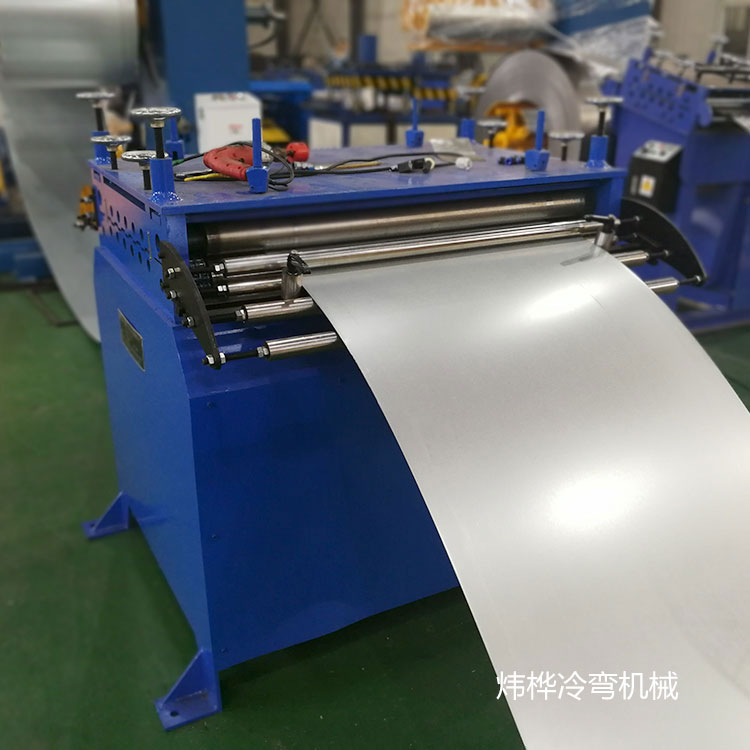
户外配电箱壳体生产设备,配电箱箱体成型设备,生产消防箱设备生产工艺:
自动放料机—校平机—伺服送料机—冲孔部分—成型部分—定尺切断部分—自动折弯—收料台—(机器人自动焊接)—电气控制柜等部件组成。
动力柜箱体全自动生产设备,全自动配电箱生产线主要参数:
材料规格:1、Q235 (钢卷) 2、不锈钢带
钢带厚度:0.5~1.5 (视型材而定)
钢带宽度:≤400, (定制)
生产速度:120个箱体//每小时
总电机功率:20kw
液压系统功率:3kw
切断方式:液压切断
电气控制:PLC
驱动电机:变频电机驱动
承重钢带:3吨
气源:0.5m³/Min;压力为0.7MPa
电压参数:380V/415V,50Hz, 3相
液压油型号:46#液压油
齿轮油型号:18#齿轮油
切断尺寸公差:≤ ±0.5(长≤3000)
切断模具材质: Cr12MoV
轧辊材质:Cr12 淬火HRC58°--62°
配电箱验收:配电箱、柜交验前由厂方负责保护,防爆配电箱,落地到施工方指1定地点。厂方应积配合施工方对配电箱、柜的安装、保修。配电箱、柜各种仪表必须经检测部门检测合格,并出具检测报告。配电箱、柜内各种辅件,家庭配电箱,工具应配置齐全,易损件必须有备量。配电箱、柜内厂家配线的型号、规格必须符合设计要求,工地一级配电箱,并有产品合格证。

.电控系统:整条生产线采用集中控制,元件采用进口及国产上等产品,或由客户,标准件元件采用闽台。设备电控元件的安装符合国家规定,线号清晰。

我公司研发的配电箱加工生产线为配电箱一次成型设备。该设备打破了传统生产方式,对多个工艺步骤进行了优化改进,使配电箱钣金加工的综合生产效率提高3倍以上,部分环节工序可提率10倍以上!
该机组设备占地约50平方米,设备组成主要包括:放料装置、校平装置、自动送料装置、连续冲孔装置、高精度冷弯成型主机、定尺切断装置、自动折框装置、电气控制系统等部件组成;主要功能:自动去角、伺服自动冲孔、自动下料、自动成型、自动折框等。

配电箱箱体冷弯成型设备工艺流程:
上料(将带钢放置在开卷机上) —板料校平送料(此处是校平送料机,带动力)—伺服送料液压冲孔(有伺服系统控制尺寸精度,实现打孔、切角功能)—冷弯成型(主机部分,实现翻边折弯)—成型后折弯(折成框体)—液压自动切断—卸料。
户外配电箱壳体一次成型设备,电气柜壳体一次成型机。
公司本着以“生产、诚信经营、质量”的管理理念,汇集了一批国内的产品研发专才、工程技术人员和服务队伍。目前拥有中以上50多人,经济管理人员20多人,公司拥有服务队伍及工程技术施工队伍,在广州有多个生产基地及营销网点,并在省内外设立了多个办事处及服务网络。随着基业电气度和产品美誉度的提升,近年来,公司已将产品的销售网络扩大到广西、湖南、湖北、重庆、云南、河南、河北、山东、浙江、江苏等周边十几个省、市,自治区。
http://www.lwsbjx.com