规格齐全
加工定制是
材质Q235
传动装置齿轮箱
操作系统触摸屏
切断方式液压切断
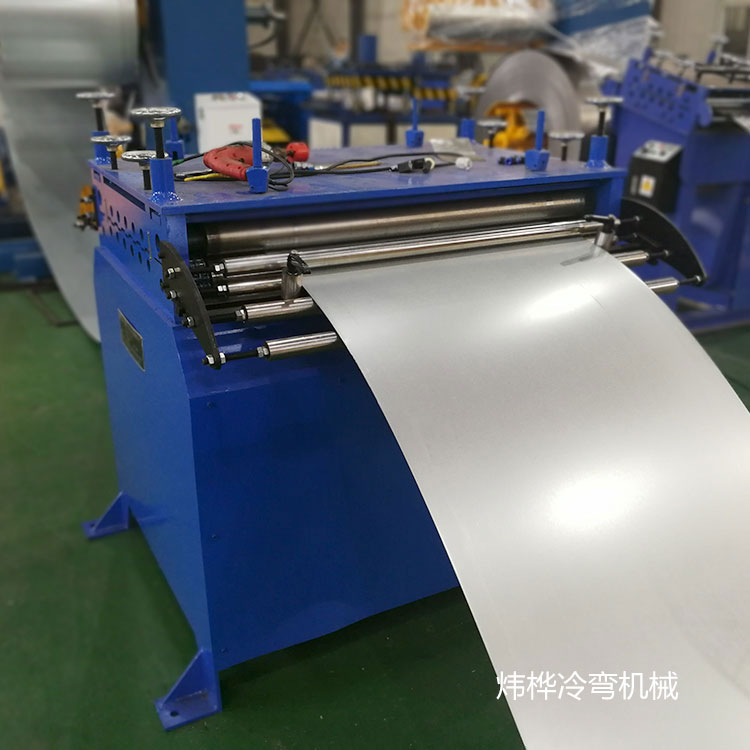
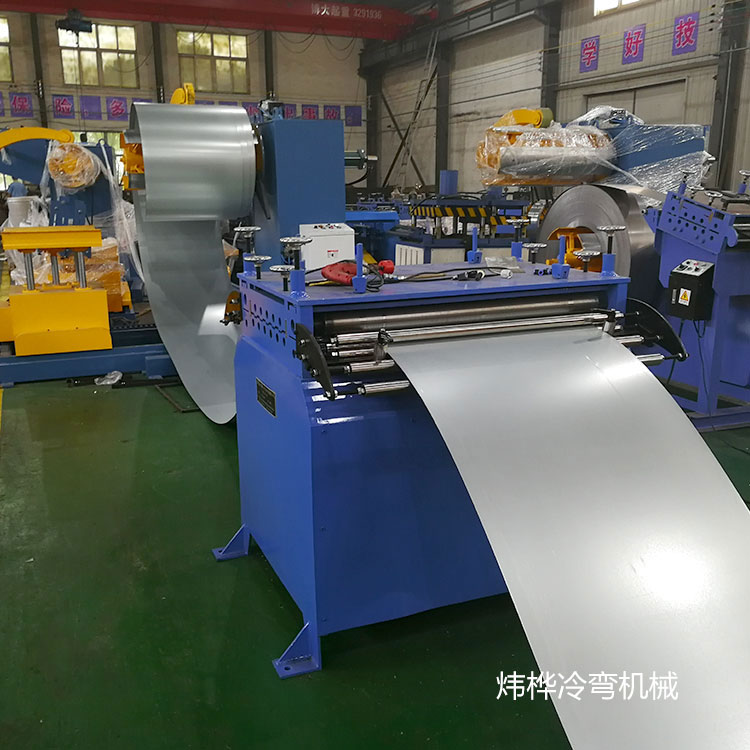
户外配电箱壳体生产设备,配电箱箱体成型设备,生产消防箱设备生产工艺:
自动放料机—校平机—伺服送料机—冲孔部分—成型部分—定尺切断部分—自动折弯—收料台—(机器人自动焊接)—电气控制柜等部件组成。
动力柜箱体全自动生产设备,全自动配电箱生产线主要参数:
材料规格:1、Q235 (钢卷) 2、不锈钢带
钢带厚度:0.5~1.5 (视型材而定)
钢带宽度:≤400, (定制)
生产速度:120个箱体//每小时
总电机功率:20kw
液压系统功率:3kw
切断方式:液压切断
电气控制:PLC
驱动电机:变频电机驱动
承重钢带:3吨
气源:0.5m³/Min;压力为0.7MPa
电压参数:380V/415V,50Hz, 3相
液压油型号:46#液压油
齿轮油型号:18#齿轮油
切断尺寸公差:≤ ±0.5(长≤3000)
切断模具材质: Cr12MoV
轧辊材质:Cr12 淬火HRC58°--62°
配电箱验收:配电箱、柜交验前由厂方负责保护,防爆配电箱,落地到施工方指1定地点。厂方应积配合施工方对配电箱、柜的安装、保修。配电箱、柜各种仪表必须经检测部门检测合格,并出具检测报告。配电箱、柜内各种辅件,家庭配电箱,工具应配置齐全,易损件必须有备量。配电箱、柜内厂家配线的型号、规格必须符合设计要求,工地一级配电箱,并有产品合格证。

配电箱自动冷弯成型生产线为定制化设备,可根据客户的不同需求,集成生产所需的众多工艺,如自动换料机、切割和冲压系统,以及复杂的焊接、铆接、折弯、搬运和包装等系统。这些都将为提高生产能力带来巨大的附加值。其生产的冷弯成型生产线设备:轧制材料的材质包括冷轧钢带、热轧钢带、酸洗板(钢带)、彩钢板(钢带)、镀锌钢带和不锈钢带等;高精度成型机制造能处理0.2—12厚金属板材;生产出来的型材尺寸精度可以控制在0.05毫米以内,这在国内具有地位。
钢带厚度:1.0~2.0
钢带宽度:≤500,
轧辊材质:GCr15 淬火HRC58°-62°
液压油型号:46#液压油
齿轮油型号:18#齿轮油
总电机功率:27kw
液压系统功率:3kw
承重钢带:3吨
主要轧辊数量:18
切断尺寸公差:≤ ±0.5(长≤3000)
切断模具材质: Cr12MoV
气源:0.5m³/Min;压力为0.7MPa

消火栓箱自动生产线技术参数:
开卷:被动上料架
放料架承重:5T
机架:采用方管焊接
中板厚:18mm
成型机导向进料架形式:侧向滚轮式
成型机形式:墙板式链传动
传动方式:齿轮箱
成型机线速度:7-10m/min
成型机道数:七辊校平16道成型。
轧辊材料:轴承钢
轧辊热处理:HRC58°-60
液压站电机:5.5KW
液压站油泵:齿轮泵
切断方式:无极切断,无需更换切刀磨具
轧制厚度:1.0-3.0mm

配电箱立体可调生产线全自动箱体一次成型机
炜桦冷弯:生产的全自动一次成型生产线有:基业箱外框、配电箱、、消防箱、布线箱、弱电箱、动力柜、电门柜、保险箱等、以及各种电气控制箱的外壳一次成型设备,如配电箱外框自动成型设备可以直接成型成传统配电箱的框体,不在需要人工焊接四个边的形式,配电箱成型设备成型出来的产品只需要通过焊接等方式、焊接一边可以了,直接合成框体。一个工人可以生产1000-1200个箱体外壳。
配电箱生产设备主要参数
操作系统:触摸屏
控制方式:PLC
传动模式:齿轮箱
材料规格:Q235
生产速度:0-15m
切断方式:液压切断
配电箱生产线设备结构部分说明:
1.我们的配电箱箱体冷弯成型设备有两种结构可选择,双悬臂结构可任意调节板型宽度,调整方便快速,一台设备可生产多种电箱产品,适应性强;龙门式结构通过调整隔套也可实现多种电箱产品的生产,性价比高。
2.伺服送料液压冲孔装置可依据客户需求定制冲头形式和数量,冲孔精度稳定可靠;
3.成型后自动折弯机构可实现不停机折弯,连续工作,配合自动液压切断,操作人员仅需一人卸料即可;
http://www.lwsbjx.com