-

- 潍坊炜桦冷弯机械制造有限公司
-
全国服务咨询热线:
18053628930
18053628930

热门搜索:
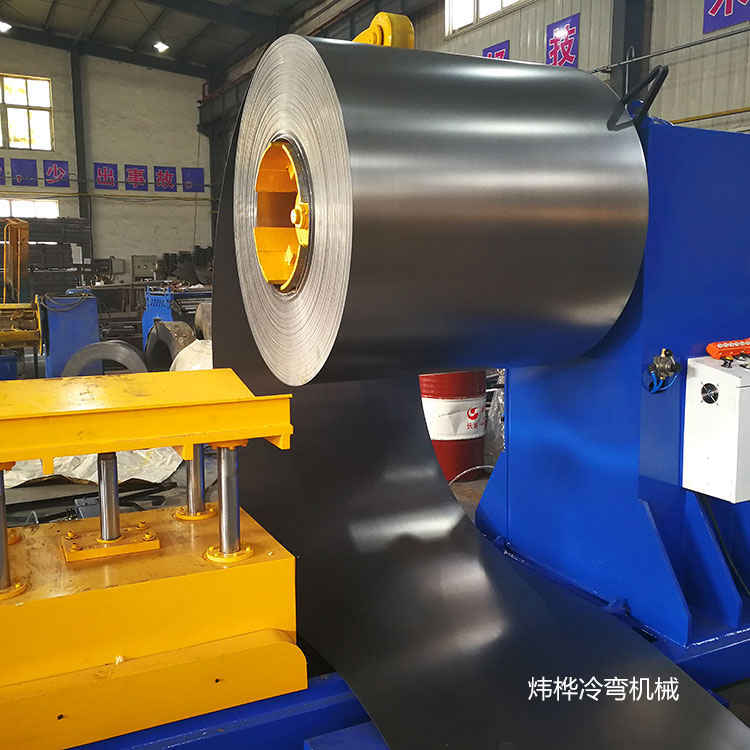



产品描述
我公司同时还生产各种箱体自动成型设备,能处理0.5—2.5厚金属板材,pz30生产线、8mf型材生产设备、九折、十六折型材成型设备,生产消火栓箱设备,消防箱箱体生产设备等各种高精度异型材全自动化冷弯成型设备,能处理0.28—12.0厚金属板材;生产出来的型材尺寸精度可以控制在0.1毫米以内。
述:该生产线主要由放料机、调平机、冲孔切断机、输送台、成型主机、液压折边机、成品托料装置、液压系统、电气控制部分及安全防护部分组成。
成型主机:此生产线的主机机座采用100*100*3MM方钢焊接,机架采用整体式固定牌坊,侧板采用30mm钢板,支承部分均采用闽台轴承,进料采用滚轮式,出料采用扭动上下调节,主机钢性好,且结构稳定。
2.整平机:9辊精密整平(上4下5),2.2KW电动送料,用于卷料平直并消除材料应力。
设备结构及系统配置:
概述:该生产线主要由放料机、调平机、冲孔切断机、输送台、成型主机、液压折边机、成品托料装置、液压系统、电气控制部分及防护部分组成。
成型主机:此生产线的主机机座采用100*100*3MM方钢焊接,机架采用整体式固定牌坊,侧板采用25mm钢板,支承部分均采用闽台轴承,进料采用滚轮式,出料采用扭动上下调节,主机钢性好,且结构稳定。
B:滚压模具(轧辘):16组辊轮成型,均采用Gr12模具钢,HRC达58~60o均采用精密数控机床加工,精度为6~7级,表面粗糙度达0.8 以上,成形尺寸,成形工件表面无划伤。
C:传动部分:是生产线成形动力的输送部分,其动力由主电机到减速箱,再由减速箱通过齿轮传送到主动轮上,主动轮通过过度齿轮传动,使得上下轧辘同步转动。
3.定长折弯部分:由定长装置及折弯机构组成。定长装置是通过激光探头结合编码器定长,当板料走到定尺长度时,通过PLC控制折弯产品。
4.托料架:此装置在成型机的后面,根据产品长度的不同合理排布。
5.电控系统:整条生产线采用集中控制,元件采用进口及国产上等产品,或由客户,标准件元件采用闽台。设备电控元件的安装符合规定,线号清晰。
我们改变了加工配电箱箱体传统落后的生产工艺,改为四边一块板料加底板组成配电箱外壳。(生产工艺:自动送料、冲孔、封边、折弯、成型、一次完成),配电箱壳体高度、宽度、深度都可调整,可以满足非标配电箱生产。整个生产工艺无废料,而且一个人即可操作生产,同时减少了多道焊接和打磨,即大大节省了人工,又提高了生产效率。一台设备可以代替二三十个工人的工作量。
手机网站

微信号码
地址:山东省 潍坊 潍城区 望留街道 潍城区西环路6388号山东科技职业学院
联系人:王振友先生(经理)
微信帐号:weihualengwan
















