-

- 潍坊炜桦冷弯机械制造有限公司
-
全国服务咨询热线:
18053628930
18053628930

热门搜索:



产品描述
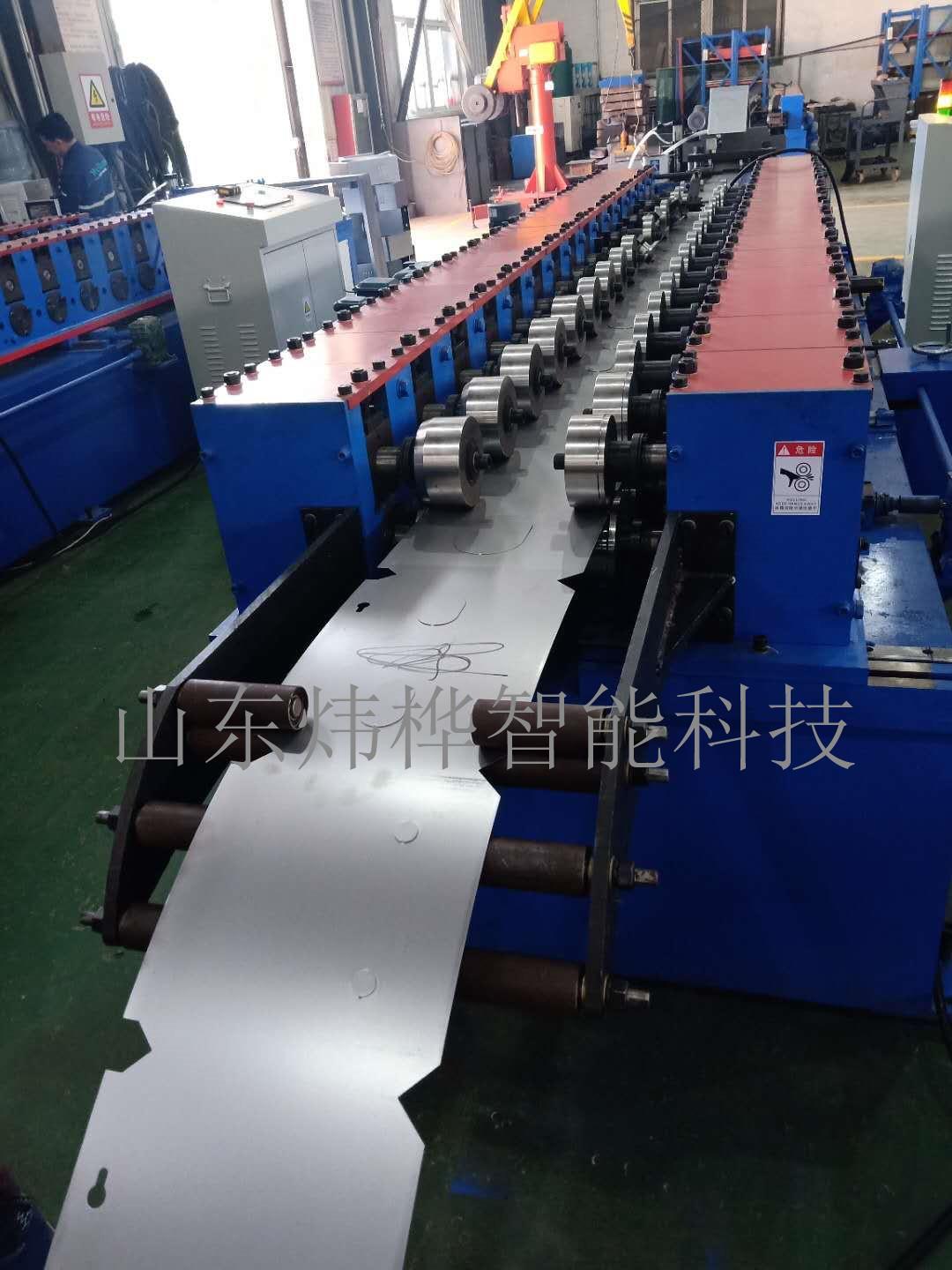
我公司生产的电信箱成型设备、明装配电箱生产设备、动力柜外壳生产设备:
我公司提供的基业电气箱生产设备、电表箱成型设备、动力柜生产线、不锈钢电表箱生产线等都是按客户要求定制设备,动力箱壳体成型设备(自动送料、冲孔、折弯、焊接、成型、一次完成)可根据客户的不同需求,集成生产所需的众多工艺,自动送料、冲孔、成型、折弯、焊接等等。这些都将为生产能力和产品品质带来大提高。。。
消火栓箱生产工艺流程:
被动开卷→ 校平→送料→冲压→导向进料→辊压成型→数控折弯→定尺切断→托料出板
消防箱作为配备水、水袋等配件的消防行业的*产品,近年来随着经济的高速发展和百姓的安全意识的增强,使用量也大幅提高,炜桦研发的这套消防箱成型设备具备率高精度的智能化连续生产特点,通过将钢卷开卷后进行一系列的校平送料、冲孔切角、滚压成型、数控折弯、切断之后就能出来整个箱子的四边框体,敲落孔也可以在线上直接冲出,想要调节规格的话可以配置手动摇轮调节和电动调节,都是没有问题的,技术人员设计的时候已经充分考虑到了客户的方便性,以人为本。质保期为12个月,从到我们厂验收合格,拉回公司之日起,除易损耗的件外,其余免费保修,提供技术服务,设备质量与售后服务双线赢得客户信赖。
设备结构及系统配置:
概述:该生产线主要由放料机、调平机、冲孔切断机、输送台、成型主机、液压折边机、成品托料装置、液压系统、电气控制部分及防护部分组成。
成型主机:此生产线的主机机座采用100*100*3MM方钢焊接,机架采用整体式固定牌坊,侧板采用25mm钢板,支承部分均采用闽台轴承,进料采用滚轮式,出料采用扭动上下调节,主机钢性好,且结构稳定。
B:滚压模具(轧辘):16组辊轮成型,均采用Gr12模具钢,HRC达58~60o均采用精密数控机床加工,精度为6~7级,表面粗糙度达0.8 以上,成形尺寸,成形工件表面无划伤。
C:传动部分:是生产线成形动力的输送部分,其动力由主电机到减速箱,再由减速箱通过齿轮传送到主动轮上,主动轮通过过度齿轮传动,使得上下轧辘同步转动。
3.定长折弯部分:由定长装置及折弯机构组成。定长装置是通过激光探头结合编码器定长,当板料走到定尺长度时,通过PLC控制折弯产品。
4.托料架:此装置在成型机的后面,根据产品长度的不同合理排布。
5.电控系统:整条生产线采用集中控制,元件采用进口及国产上等产品,或由客户,标准件元件采用闽台。设备电控元件的安装符合规定,线号清晰。
配电箱验收:配电箱、柜交验前由厂方负责保护,防爆配电箱,落地到施工方指1定地点。厂方应积配合施工方对配电箱、柜的安装、保修。配电箱、柜各种仪表必须经检测部门检测合格,并出具检测报告。配电箱、柜内各种辅件,家庭配电箱,工具应配置齐全,易损件必须有备量。配电箱、柜内厂家配线的型号、规格必须符合设计要求,工地一级配电箱,并有产品合格证。
配电箱生产线技术参数:
1.生产速度:每分钟2个左右。
2.宽度、高度、深度可以实现调节生产。
3.轧制厚度:0.8-1.2(可定制)。
4.折弯处对接缝隙≤1。
手机网站

微信号码
地址:山东省 潍坊 潍城区 望留街道 潍城区西环路6388号山东科技职业学院
联系人:王振友先生(经理)
微信帐号:weihualengwan
















