规格齐全
加工定制是
材质Q235
传动装置齿轮箱
操作系统触摸屏
切断方式液压切断
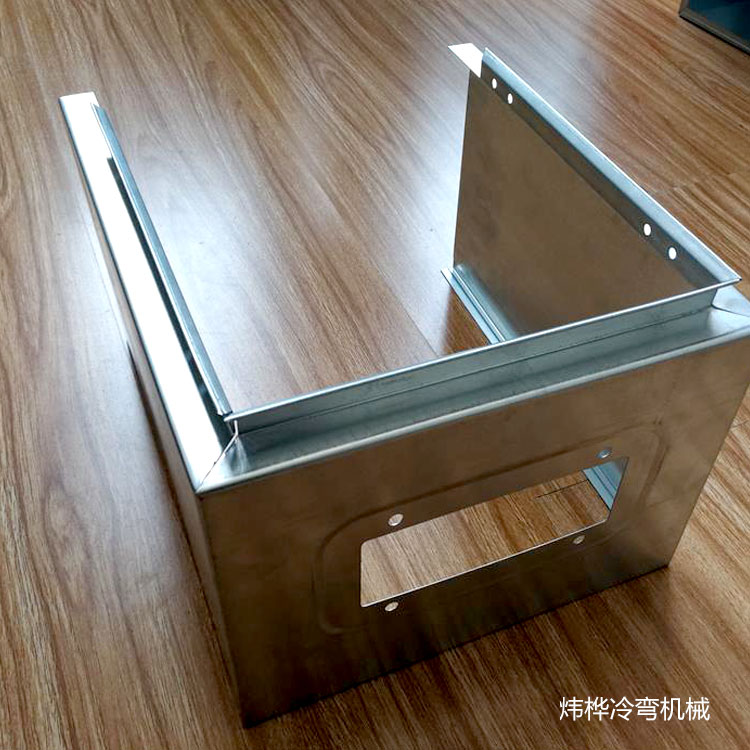
户外配电箱壳体生产设备,配电箱箱体成型设备,生产消防箱设备生产工艺:
自动放料机—校平机—伺服送料机—冲孔部分—成型部分—定尺切断部分—自动折弯—收料台—(机器人自动焊接)—电气控制柜等部件组成。
动力柜箱体全自动生产设备,全自动配电箱生产线主要参数:
材料规格:1、Q235 (钢卷) 2、不锈钢带
钢带厚度:0.5~1.5 (视型材而定)
钢带宽度:≤400, (定制)
生产速度:120个箱体//每小时
总电机功率:20kw
液压系统功率:3kw
切断方式:液压切断
电气控制:PLC
驱动电机:变频电机驱动
承重钢带:3吨
气源:0.5m³/Min;压力为0.7MPa
电压参数:380V/415V,50Hz, 3相
液压油型号:46#液压油
齿轮油型号:18#齿轮油
切断尺寸公差:≤ ±0.5(长≤3000)
切断模具材质: Cr12MoV
轧辊材质:Cr12 淬火HRC58°--62°
成型主机:此生产线的主机机座采用100*100*3MM方钢焊接,机架采用整体式固定牌坊,侧板采用30mm钢板,支承部分均采用闽台轴承,进料采用滚轮式,出料采用扭动上下调节,主机钢性好,且结构稳定。

消火栓箱自动生产线是炜桦一直下功夫开发的设备,一直着力于将设备自动化开发到世界的**。目前消火栓箱自动生产线一次成型,出来就是一个冲好孔折好的框体,平均一小时可生产100个箱体。经过我公司不懈努力,现在的消火栓箱自动生产线也可以用作下料线,可以生产门板,背板和安装板,所有的切角和孔全部完成,下来用折弯机折下即可。这样一套设备即可用作下料线也可作为框体生产线,对于企业是个利好的消息。

消火栓箱生产工艺流程:
被动开卷→ 校平→送料→冲压→导向进料→辊压成型→数控折弯→定尺切断→托料出板

定制须知:
如果您需要的压瓦机是型号的,我们可以为您设计定做,只要把具体数据发给我们就好。
我们会根据您的要求画出设计图,以CAD的形势发给您确认。
待您确认之后,我们就可以投入生产了
改变生产落后的工艺模式可以颠覆一个行业!全自动配电箱壳体生产流水线设备、配电箱箱体生产设备,我们改变了传统落后的加工配电箱箱体生产工艺,改为四边一块板料加底板组成配电箱外壳。(生产工艺:自动送料、冲孔、封边、折弯、成型、一次完成),配电箱壳体高度、宽度、厚度都可调整,可以满足非标配电箱生产。
http://www.lwsbjx.com